|
Home
History
Environmental Threat
Site Characterization
Man. Gas Processes
Plant Wastes
Contamination Threat Modes
Residuals - Components
Sources of MGP Liquid Effluent
FMG Plants in the US
Parallel MG Technologies
Think you've found a gas works?
Locating and Confirming a Site
Locations of US Gas Plants
FMGP In The News
FMGP In The Arts
Coal-tar Site Litigation
Related sites on the Internet
Literature of Manufactured Gas
Hatheway Harangues
Publications by Dr. Hatheway
Slide Shows by Dr. Hatheway
Slide Shows by others
Hatheway Bio
Hatheway Resume
Legal Considerations
|
|

Gas Plant Wastes and Residuals
In the course of manufacturing gas a considerable amount of residuals were generated. Some of these residuals had intrinsic value from the very beginning of the manufactured gas industry. This page introduces the reader to the nature of the residuals and to which of them could be productively reclaimed as by-products and which of them were mainly considered to represents wastes. A major issue encountered is the ultimate fate of tars. Tars were collected at various locations around the gas works, some as precipitated from ammoniacal liquors generated in coke quenching and by gravity separation from cleansing (clarification) waters of condensers, scrubbers, washers and washer-scrubbers. In terms of quantity of contaminated effluents, these liquors were the greatest in quantity and were generated at the rate of hundreds to thousands of gallons per day. As produced from the carburetted water gas process and from the various other oil-enriched water gas processes, they go by the name of "gas liquors" to differentiate them from the ammoniacal liquors. Also generated at gas works were purifier "box" solid wastes and broken bench and checker bricks, broken iron and ceramic retort fragments, clinker and "scurf" (retort and generator-shell carbon) and ash. Gas works had a minimum of one on-site residuals dump and many were surrounded by waste dumps receiving discharged plant wastes. Gas yards located on sloping ground or ground with drainage gullies commonly were dumped to a more or less even surface over their operating lifetimes.
|

|
 Waste Waste
Just as most manufactured gas plants fronted on a stream, lake or river, so are their plant wastes often found, often typified by broken brick, from failed coal-gas benches, and from deteriorated carburetted water-gas checkerbrick.
|
|

|
BricksGas works bricks had a life of about two to twenty years, depending on their location in proximity to the retorts or generators. Thermal cycling was the nature of gas making, by all processes, and thermal contraction was the major enemy. Nearly all bricks were marked by the maker and this notation, along with the mineralogy of the brick can provide useful information about the nature of the gas-making process as well as toward the origin of particular dumped waste masses.
|
|

|
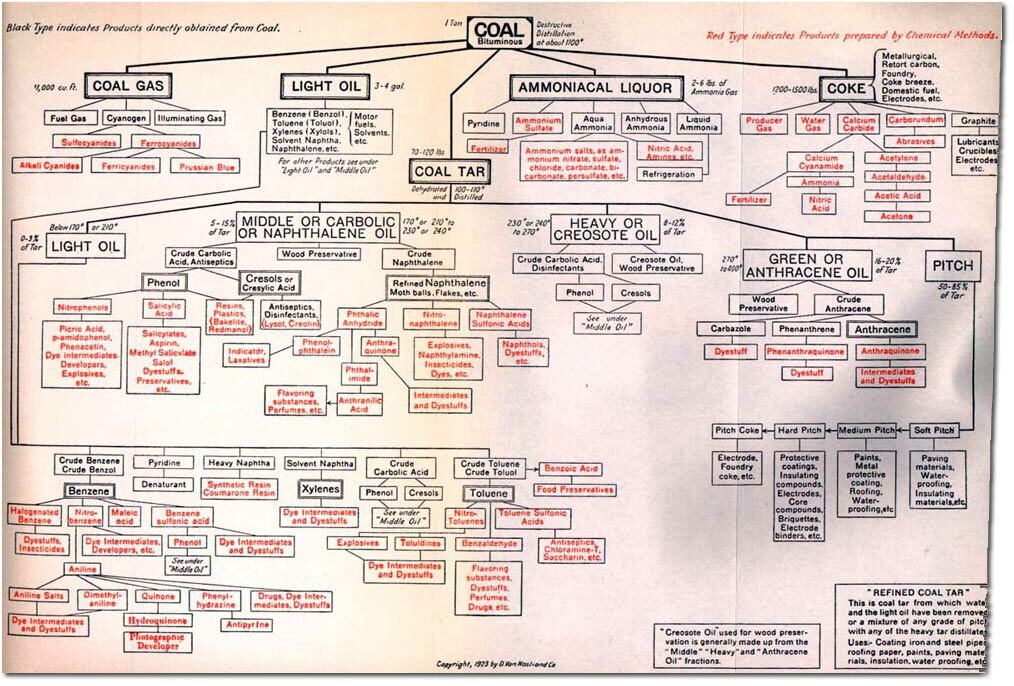
Coal Products Chart
The wide variety of residuals resulting from destructive distillation of coal, including the processes resulting in manufacture of artificial gas. The chart was produced in 1923 by coal-combustion expert Alexander Lowy and appeared in several editions of Rogers' Industrial Chemistry, edited in later revisions, by C.C. Furnas, here as Table 7, from the Sixth edition (1942) (click on the image for a larger version of this scanned chart).
|
|

|
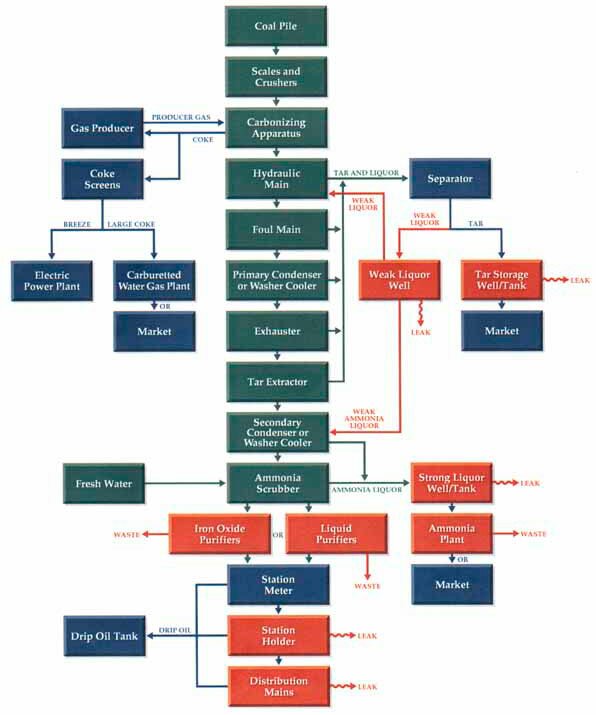
Coal-Gas Tar-Residual Sources
The coal gas process in the post-1900 period, yet not much departed from that of the 19th century. The diagram has been modified from that produced by Professor Jerome J. Morgan (Columbia University, from about 1922 to the 1950s, and prominent consulting manufactured gas engineer). Modification deal with a color code in which gas is stored, mixed or sold, green denotes particular steps in the manufacture, clarification and purification process, and red signifies the most likely places for generation and leakage or spillage and at which today's site and waste characterizes should expect to encounter relative large caches of on-site coal tar residuals. At the same time, but not shown, we must remember to search for one-site and offsite dumps of liquids and solids, as well as for such dump sites within about a half mile of the plant, generally as unengineered dump fills in formerly topographically low areas. Typical locations of leaks are shown by the wiggled line and those typical points of waste effluent discharge by straight arrow symbols (Artwork by Robin Snyder, Gas Works Illustrator; [email protected]) (click on the image for a larger version of this scanned chart).
|
|

|
Brass Holds up Well
Yet unidentified bronze retention bolt head, probably from a smaller unit of the gas clarification sequence, possibly from a tar separator unit. Patented in 1889 and manufactured at Philadelphia. Typical high degree of preservation of non-metallic gas works wastes preserved in tar-contaminated soil (Photograph by the author).
|
|

|
Fragment of Broken Coal-Gas Retort
Portion of the lower left curve of a ceramic gas retort for manufacturing coal gas, and of the Dee shape commonly used to avoid corner stressing in heating cycles. A typical closed-end, Dee-shaped, pre-formed, single-piece clay retort lasted from a few months to in excess of two years. Much of the dumped and now buried gas works solid wastes were bench bricks and broken retorts or checkerbricks from water gas, carburetted water gas or oil-gas shells (Photograph by the author).
|
|

|
Gas Piping
Significant advances in forming gas pipes occurred in the 1870s, during which time seamless pipes were developed. This photo shows the older-style seamed gas pipe, generally used at the plants up until the 1870s, following the manner in which gun barrels had been made for two hundred years previously.
|
|

|
Pipes Bearing Gas Tar
Gas pipes often are found exuding tars, at gas-plant dump sites.
|
|

|
Junked Unserviceable Gas Meter
Intact early 1890s model American Gas Meter Company (Philadelphia, PA) residential gas meter. Likely discarded when the meter shop could no-longer effect a repair to the meter. Its largely tin body was well preserved by coal-tar soil-contaminants at the dump site (Photograph by the author).
|
|

|
Brass Gas-Meter Labels
Gas meters commonly bear fine embossed thin brass labels, brazed onto the meter housing. These labels, from Philadelphia, bear unique serial numbers, as the means of control over meter accuracy in measuring the consumer's gas draw (Photograph by the author).
|
|

|
Bottles are Useful in Age Determination
Site age determination has been raised to a high art by archaeologists, industrial historians and bottle collectors themselves. Most bottles can be age-estimated to within about five years by astute archeologists and reliance on the numerous regional bottle and glass guidebooks. Age determinations are treated as "minimum" unless other supporting evidence is discovered (Photograph by the author).
|
|

|
Fouled Wood-Shavings as "Box" Wastes
Manufactured gas wood-shaving, spent scrubber or purifier medium. Cellulose such as this was the prime means for trapping cyanides at coal-gas plants, the cyanide (CN) forming from two natural ingredients of the feedstock coal, carbon (C) and nitrogen (N). Geologists, engineers and technicians who log and sample field explorations must take care to allow (or return) to allow the diagnostic Prussian-Blue wood shaving color to bloom in the new oxidizing environment after having been liberated from the soil mass of gas-plant dump sites. Normally, cyanides form around coal-gas plants, but particular conditions at Pacific Coast Oil-Gas plants are known and observed to support the formation of cyanide and generally, when present, will bloom a slight Prussian Blue sheen after being exposed to ambient air (Photograph by the author).
|
|

|
Broken Coke Fork
Remains of a standard gas-plant coke fork, showing rust damage from a hundred years of burial at the gas-plant dump (Photograph by the author).
|
|

|
Purifier Box Spent Lime
Many management options were tried, including pawning the waste off on truck farmers, who usually found that the acidity of treated soil increased rather than being buffered. In other places, small rows of spent box-waste lime was used to border gardens as a barrier to crawling vegetation-consuming insects. All-in-all, spent lime generally was dumped on or around the gas works
|
|

|
Spent Lime
Often known as "Blue Billy", spent lime became fouled with sulfur and, sometimes, cyanogens, imparting the noted color.
|
|

|
Lampblack
Chemically, lampblack was nearly pure carbon and was considered basically valuable in the industrial east, where it served in the manufacture of vehicle tires, bowling balls, inks, and phonograph records, to cite a few beneficial uses. However, in manufacture of Pacific Coast oil gas, the lampblack exceeded all manner of manufacturing use, and commonly was fouled by absorbing toxic PAHs in the course of its separation from the gas and commonly was dumped. At Portland, Oregon, the U.S. Army District Engineer cited (1906) the gas company with a violation of the Refuse Act of the 1899 Rivers & Harbors Act and put an end to discharge into the Wilamette River. As a result, the Portland Gas Light & Coke Company devised a method of separating, drying and briquetting the waste into commercial fuel, a technology taken up at Los Angeles, but apparently not at San Francisco.
|
|

|
Cyanogens and Lampblack
Theoretically, cyanogens should not form in the process of oil-gas manufacture, but the opposite was the case with the firms eventually consolidated into what today is the Pacific Gas & Electric Company, whose Chief Engineer, the highly-respected Edward Campbell Jones, discovered what is seen here and proclaimed such in print, about 1912. The cyanogens exhibit their blues generally only upon exposure to air, which is a lesson that must be learned in site exploration, that Pussian Blue seldom forms and is observed in drill cuttings until hours or days after their exposure to the atmosphere.
|
|